Токарный станок ТВ 7: технические характеристики, устройство, обзор
Усовершенствование обработки заготовок резанием не прекращается ни на минуту. При этом такие операции с металлом и прочими материалами не теряю актуальности. Главное достоинство остается прежним – отсутствуют практически любые ограничения по конфигурации деталей. Фрезеровка, токарная обработка, строгание и шлифовка часто единственно возможные способы получения изделий сложной формы для энергетики и машиностроения, прочих смежных отраслей.
Токарный станок ТВ-7 имеет относительно небольшую массу и размеры, что делает такой агрегат весьма удобным для использования в личной мастерской или небольшом предприятии. Он имеет относительно простое внутреннее строение, его сервисное обслуживание вполне по силам многим пользователям. Хотя ремонт такого станка делать самостоятельно вряд ли стоит. Лучшим вариантом будет выполнение таких операций в условиях ремонтного цеха или участка. Приятная деталь – станок не займет много пространства в вашем гараже, а его энергопотребление будет вполне умеренным. Он выглядит немного скромно в сравнении с полноразмерным токарным оборудованием. Такой станок с успехом справится с большей частью рабочих операций.
Такие станки целесообразнее использовать для:
- Малых производственных участков.
- Единичный и мелкосерийный выпуск деталей.
- Преимущественно чистовых работ с соблюдением нормальной точности.

Краткое описание и назначение учебного токарного станка ТВ-7
Этот агрегат в полной мере соответствует требованиям, предъявляемым к технологическому оборудованию для обучения специальности токаря или получения квалификации инженера по обработке материалов резанием. Агрегат чаще всего используют в условиях небольших домашних мастерских, частных автосервисов, фермерских хозяйств, производственных участков общеобразовательных школ, колледжей и профтехучилищ для получения молодежью начальных навыков токарных операций. С помощью станка ТВ-7 можно выполнить несложные работы по изготовлению небольших по размерам и несложных деталей типа втулок, болтов, гаек и т. д.
Хотя не исключена ситуация, что высококвалифицированный токарь-профессионал выполнит на станке работы достаточного уровня сложности, с соблюдением чистоты поверхности и точности размеров. Но все же основное назначение такого оборудование – обучение основам обработки металла. Хотя силовые методы резания и черновую обдирку болванок на них лучше не производить. К тому же у токарного станка ТВ-7 полностью отсутствует система подачи СОЖ на режущие инструменты. Это слегка ограничивает сферу его возможного применения.
Токарные станки ТВ-7 выпускаются в Ростове-на-Дону, на заводе МАГСО (Малогабаритное станочное оборудование). Они запущены в серию свыше 30 лет назад. Такой токарный агрегат пользуется устойчивым спросом благодаря относительно невысокой стоимости и небольшим размерам. Агрегаты, комплектующие изделия и запасные части к ним постоянно имеются в продаже, их цена – приемлемая.
Станок модели ТВ-7 часто именуют «школьник», т.к. он хороший помощник в эффективном освоении теоретических и практических навыков токарного ремесла. Он был сконструирован как модифицированный вариант станка ТВ-6. Агрегат ТВ-7 подвергнут незначительным изменениям по сравнению с предшественником. Они коснулись устройства коробки скоростей и передней бабки со шпинделем.
С помощью коробки пониженных скоростей, которая используется в 2-х возможных режимах, можно менять обороты шпинделя. Те же возможности дает ручная перекидка клиновидных ремней на один из четырех шкивов нужного диаметра. Рукояток для изменения скорости шпинделя у этой модели нет. Шпиндельный вал вращается на четырех радиально-упорных подшипниках, по паре на задней и передней опоре. На выходном конце шпинделя из корпуса передней бабки есть резьба (М 46 х 4,5) под промежуточную план-шайбу с зажимным 3-х кулачковым патроном диаметра 125 мм.
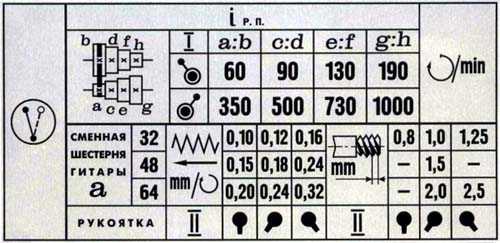
Для подбора корректного режима резания, включая соответствующие обороты шпинделя и скорость подачи, на корпусе станка закреплена таблица-шильдик. Она является полноценной инструкцией для облегчения выбора.
На токарном станке ТВ-7 можно выполнить такие работы:
- Отрезание заготовок и деталей.
- Нарезание с помощью резца наружной метрической резьбы (6-ь величин по шагу).
- Подрезка торцевых плоскостей.
- Сверление, развертывание и зенкерование отверстий, нанесение внутренней резьбы с помощью метчика.
- Растачивание и проточка ступенчатой и криволинейной поверхности.
Токарный станок ТВ-7 и его технические характеристики
Допускаются к обработке заготовки с такими предельными размерами:
- Диаметр – 220 (вид детали – «диск»), 100 («вал») и 18 мм («пруток»).
- Длина – 300 мм.
Агрегат нарезает метрическую резьбу с шагом 0,8; 1,0; 1,25; 1,5; 2,0 и 2,5 мм.
Продольная механическая подача резца осуществляется со скоростями 0,1; 0,12; 0,16; 0,2; 0,24 и 0,32 мм/об.
Обороты шпинделя находятся в диапазоне 60 – 1000 об/мин.
Потребляемая мощность электрического двигателя главного привода – 1,1 кВт.
Масса — габаритные показатели:
- Размеры (Д * Ш * В) – 1050 х 535 х 1200 мм.
- Масса 0,4 т.
Как устроен токарно-винторезный станок ТВ-7
Основой конструкции токарных станков считают станину. На нее устанавливают и обвязывают между собой оставшиеся узлы и агрегаты (кроме приводного электродвигателя). Она выполнена литьем из чугуна, ее коробчатая конфигурация дополнена проемами (окнами). В верхней части станины расположены важные конструктивные элементы станка – 4-е направляющих разной формы в сечении (плоские и призматические). Особенность в том, что на каждую пару разнородных (призматическая + плоская) направляющих опираются задняя бабка и суппорт. Опорой станины являются две тумбы.
Слева на станине стоит передняя бабка. Она предназначена для фиксации детали и ее вращения с помощью патрона на шпинделе. В свою очередь шпиндель приводится в движение от коробки пониженных скоростей и ременной передачи. Для шпинделя доступны 8 значений оборотов, а опирается он при вращении на пару упорно-радиальных подшипников. Кроме 3-хкулачкового патрона, деталь может вращаться от поводковой план-шайбы либо опираться на конусный центр. Коробка подач, заставляющая двигаться суппорт, также приводится от шпинделя через шестерни (5 ед.) и их вал.
Кроме указанных выше механизмов, внутри передней бабки есть реверс суппорта, служащий для смены направления движения. Это делается перемещением зубчатого колеса рукояткой из одного крайнего положения в другое. В левой точке колесо соединено с шестеренным блоком и валом, а в правой – только с паразитной шестерней. Впереди на корпусе передней бабки установлен прозрачный глазок уровня масла, а сзади – пробка-заглушка для его удаления.
Особенностью конструкции токарного станка ТВ-7 является наличие дополнительной коробки пониженных скоростей. Она расширяет границы по оборотам шпинделя и размещается внутри передней тумбы станка, на салазках электродвигателя. Момент вращения от привода поступает от привода к входному валу понижающей коробки через клиноременную передачу. За счет переустановки ремня по ступенчатым шкивам разного диаметра получают нужные значения оборотов.
Ослабить натяжение ремня и вернуть в исходное положение помогает специальная рукоять. Понижение оборотов осуществляется перебором из 4-х шестерен, переключаемых кулачковой муфтой. Т. о. на выходном валу коробки получается 8 значений скорости, которые также посредством ременной трансмиссии передаются шпинделю. Коробка пониженных скоростей имеет 2-е горловины с пробками для налива/замены масла и указатель его уровня.
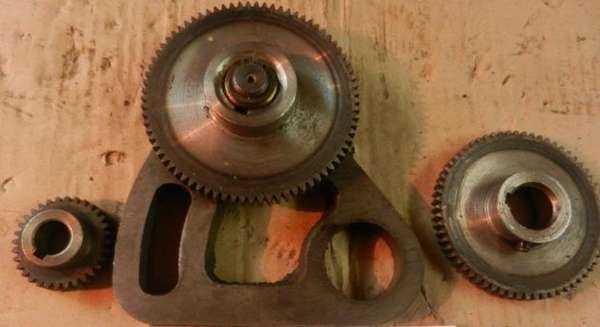
Коробка подачи приводится от шпинделя с помощью передаточного механизма, называемого гитарой. Она тоже помещена в корпусе передней бабки для снижения общего уровня шума, создаваемого станком. Передаточное число гитары токарно-винторезного станка ТВ-7 равно ½. Для гитары поставляется комплект из 3-х сменных шестерен (число зубьев 32, 48 и 64), что позволило увеличить количество подач суппорта и расширить диапазон шага нарезаемой резьбы.
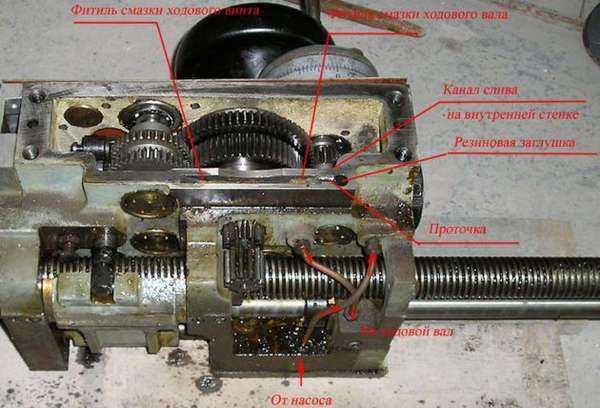
Вращение от гитары идет на вал коробки подачи. С помощью расположенной тут рукояти, движущей блок-шестерню относительно трех зубчатых колес, можно настраивать выполнение метрической резьбы с шагом 0,8…2,5 мм или ряда продольных подач для суппорта (0,1 – 0,32 мм/об). В зависимости от вида технологической операции (точение или резьба) специальная ручка может подключить ходовой вал или аналогичный винт. Причем два этих элемента вместе вращаться не могут. Смазочное масло в коробку подачи подают с помощью лотка, в котором при эксплуатации станка должно быть немного масла. Смазка попадает на шестерни и узлы трения по фитилям. Перед нарезанием резьбы убедитесь в отсутствии люфта на оси ходового винта. Уменьшить его можно подтяжкой 2-х гаек круглой формы.
Фартук служит для осуществления продольных механических (при помощи ходового вала/винта) и ручных подач суппорта токарно-винторезного станка ТВ-7. Суппорт перемещается вручную путем вращения маховика, связанного с валом-шестерней и ее реечным аналогом. Последний элемент сообщен с зубчатой рейкой, зафиксированной на станине. Механическая подача идет от ходового вала к червяку и его шестерне, далее вращающий момент через кулачковую муфту попадает на реечную шестерню. Такая подача включается рукояткой, запускающей в работу указанную выше муфту. Подачу суппорту можно придать через ходовой винт путем соединения с ним разъемной маточной гайки. В конструкции фартука заблокирована возможность включения механических подач одновременного и от ходового винта, и от вала.
Для фиксации резца, установки ему глубины и угла резания служит суппорт с каретками (4 ед.). Первая из них может двигаться вдоль станины по ее направляющим. Вторая – поперечно, по направляющим первой. А третью можно только поворачивать на ее оси вправо и влево на угол 40 о. Сверху на четвертую каретку установлен 4-х местный резцедержатель. Перемещение всех кареток делают соответствующими винтами с маховиком. Эксплуатация станка связана с взаимным износом трущихся поверхностей кареток, регулирующих клиньев и станины. Появляются значительные зазоры, ведущие к вибрации резца при работе и несоблюдению точности в размерах деталей.
На вращающийся конус задней бабки опирается торец обтачиваемых деталей. Бабка состоит из корпуса и основания, перемещаемого по станине. Стопорят основание задней бабки зажимной ручкой. В корпус вставлена выдвижная часть – пиноль для установки сверла, зенкера или вращающегося опорного центра. Пиноль движет винт, усиленный маховиком.
moistanki.ru
Токарный станок ТВ-7М (настольный) | мк-союз.рф
Настольный токарный станок ТВ 7М был произведён заводом малогабаритного станочного оборудования МАГСО в г. Ростове-на-Дону, основанным в 1956 г. Произведённые этим предприятием станки хорошо известны в кругах токарей-профессионалов и тех, кто только начал изучать токарное дело.
Новые экземпляры станка токарно-винторезного 7-й модифицированной модели (ТВ7М) и по сей день выпускаются, потому что пользуются спросом на территории всего постсоветского пространства. Главными преимуществами этой модели является экономичность и низкий уровень затрат при эксплуатации.
Устройство токарно-винторезного агрегата
 Конструктивно этот станок мало отличается от ранних моделей, произведённых заводом МАГСО.
Конструктивно этот станок мало отличается от ранних моделей, произведённых заводом МАГСО.
Одним главным отличием после модернизации, является устройство скоростной коробки и передней бабки.
В модели ТВ 7М это один узел, а скорости в этом станке изменяются с помощью специальной коробки понижения, которая обеспечивает всего два рабочих режима посредством перебрасывания приводного ремня на нижнюю позицию. Кроме того, в рассматриваемой модели отсутствуют рычаги переключения скоростей.
Токарно-винторезная установка включает в себя следующие основные узлы:
- коробка подач,
- основание с поддоном и двумя тумбами,
- станина,
- передняя бабка,
- суппорт,
- двухступенчатая понижающая коробка,
- фартук,
- гитара,
- задняя бабка.
Токарный станок имеет следующие характеристики:
- класс точности обработки – нормальный (Н),
- максимально возможный диаметр обрабатываемой детали над станиной 220 мм,
- максимально возможный диаметр обрабатываемой заготовки над суппортом 100 мм,
- максимальный параметр высоты центров 120 мм,
- максимально возможная длина детали в центрах (РМЦ) 275 мм,
- максимально возможная длина точения в патроне 250 мм,
- максимальная высота фиксатора резца 16х16 мм,
- мощность электродвигателя 0,75 кВт.
Масса и размеры агрегата:
- высота 680 мм,
- ширина 640 мм,
- длина 1120 мм,
- масса 220 кг.
Система смазки токарного станка
Своевременное смазывание всех рабочих узлов токарного оборудования является, залогом долгосрочной и безотказной работы станка. В системе смазки учебно-производственного агрегата ТВ-7М следует использовать индустриальное масло И-20А и солидол марки Ж.
Подшипники и шестерни передней бабки смазываются автоматически путём разбрызгивания масла из специальной масляной ванны, расположенной в корпусе узла. Масляная жидкость заливается в ванну при снятии верхней крышки. Контроль смазки в передней бабке осуществляется с помощью специального глазка указателя уровня. Уровень не должен быть ниже середины глазка. Смена масла впервые производится через 10 дней эксплуатации, последующие – каждые 40 дней.
Коробка подач имеет специальное место для заполнения маслом в верхней части узла. Из этого места масло попадает на поверхности трущихся деталей и шестерней посредством фитильной подачи. При точении заготовок в этом лотке постоянно должно быть немного масла.
 Слив скопившейся смазки в нижней части осуществляется с помощью сливной пробки. Доливать смазывающую жидкость в корыто нужно, как правило, раз в 5 дней. Сливать отработку с корпуса узла нужно первый раз через 10 дней, а последующие – через каждые 20 дней.
Слив скопившейся смазки в нижней части осуществляется с помощью сливной пробки. Доливать смазывающую жидкость в корыто нужно, как правило, раз в 5 дней. Сливать отработку с корпуса узла нужно первый раз через 10 дней, а последующие – через каждые 20 дней.
Механизмы фартука, суппорта и задней бабки смазываются вручную не реже одного раза в рабочую смену. Смазку подшипников, направляющих, а также ходовых валиков и винта на станине необходимо производить вручную с частотой не реже 1 раза в месяц. Гитара должна смазываться вручную с периодичностью 1 раз в месяц работы.
Назначение установки ТВ-7М и основных её узлов
Винторезный станок ТВ-7М предназначен для обучения начинающих токарей, обрабатывать металлические, пластиковые и деревянные заготовки и получать цилиндрические, конические и шарообразные формы из них. С помощью этого оборудования можно:
- выполнять и растачивать поверхности,
- нарезать внутренние и наружные резьбы,
- производить сверление,
- отрезание и подрезание торцов.
Основание токарно-винторезного станка ТВ-7М представляет собой две тумбы с поддоном между ними. В передней тумбе основания, как правило, установлены на общих салазках понижающая коробка и электропривод. В задней тумбе расположено электрооборудование станка, пускатели магнитного типа и предохранители.
Назначение главных узлов агрегата
Станина направляет продольно движения салазок суппорта и заднюю бабку вдоль оси токарного агрегата. Она установлена на основании. Понижающая коробка позволяет изменять количество оборотов передней бабки.
Коробка подач предназначена для выбора скорости движения фартука. Благодаря фартуку можно выполнять механическую и ручную продольную подачу суппорта.
Суппорт фиксирует и подаёт металлорежущие инструменты в поперечном и продольном направлениях.
Передняя бабка служит для фиксации и поддержания обрабатываемой заготовки и передачи ей вращения. Она установлена на станине слева.
Задняя бабка поддерживает второй конец обрабатываемого элемента и фиксирует метчики, свёрла, развёртки и зенкеры.
Узел под названием гитара предназначен для сообщения вращательного движения от шпинделя передней бабки коробке подач.
Особенности монтажа станка ТВ-7М и его первого запуска
Монтаж учебного токарно-винторезного агрегата ТВ-7М следует выполнять на стол или изготовленную тумбу высотой не ниже 660 мм и не выше 680 мм от уровня пола. Высоту нужно соблюдать, согласно соответствующими требованиями эргономики.
Тумбу можно изготовить из древесины, но для обеспечения достаточной жесткости основания, лучше всего подойдут металлические уголки и листовой прокат. Прежде чем закрепить винторезный станок, его нужно выставить по уровню в двух плоскостях.
Прежде чем впервые запустить этот станок, нужно выполнить следующие обязательные действия:
- внимательно прочесть руководство по эксплуатации станка, изучить его устройство и правила техники безопасности при работе,
- очистить не окрашиваемые поверхности агрегата салфетками или ветошью, смоченной в растворителе от антикоррозийного покрытия,
- проверить наличие заземления, если оно отсутствует, то его нужно выполнить в соответствии с правилами,
- заполнить места смазки и заливки маслом,
- проверить положение всех рукояток системы управления токарной установки (они должны быть в нейтральном положении),
- подключить кабель электропитания к клеммам блока зажимов.
На начальном этапе, в пределах 30–40 часов эксплуатации токарно-винторезного оборудования не рекомендуется выполнять токарные операции на максимальной скорости вращения шпинделя.
Видео по теме: Сила резания и жесткость станка
Загрузка…
xn—-ntbhhmr6g.xn--p1ai
ТВ 7 технические характеристики | Станок токарный винторезный школьный
Технические характеристики токарно-винторезного станка тв 7 позволяют вести токарную обработку различных среднегабаритных деталей.
- Наибольший диаметр заготовки, устанавливаемой в патроне, мм — 110
- Наименьший диаметр заготовки, устанавливаемой в патроне, мм — 5
- Наибольший диаметр заготовки, устанавливаемой над станиной, мм — 220
- Наибольший диаметр заготовки, устанавливаемой над суппортом, мм — 100
- Наибольшая длина обтачивания, мм — 300
- Наибольшая длина обрабатываемого изделия в центрах, мм — 330
- Наибольшая длина обрабатываемого изделия в патроне, мм — 310
- Высота оси центров над плоскими направляющими станины, мм — 120
Шпиндель
- Диаметр сквозного отверстия в шпинделе, мм — 18
- Центр в шпинделе, Морзе — 3
- Значения шага обрабатываемых метрических резьб, мм 0.8; 1.0; 1.25; 1.5; 2,0; 2,5
- Число ступеней частот вращения шпинделя — 8
- Пределы частот вращения шпинделя, мин-1 (об/мин) 60…1000
Суппорт
- Значение продольных рабочих подач суппорта, мм — 0,1: 0,12; 0,16; 0,20; 0.24; 0,32
- Поперечная подача суппорта — ручная
- Количество резцов в резцедержателе — 4
- Наибольшее сечение державки резца, мм:
- ширина — 16
- высота — 16
- Перемещение на одно деление лимба, мм:
- продольное — 0,25
- поперечное — 0,025
- Перемещение на один оборот лимба, мм:
- продольное — 20
- поперечное — 2
Резцовые салазки
- Наибольший угол поворота, град. — 40
- Цена одного деления шкалы поворота, град. — 1
- Наибольшая длина перемещения, мм — 85
- Цена одного деления лимба, мм — 0,025
Задняя бабка
- Наибольшее перемещение пиноли, мм 65
- Цена одного деления лимба перемещения пиноли, мм 0,025
- Центр в пиноли, Морзе2
- Величина поперечного смещения задней бабки, мм ±5
Габариты и масса
- Габаритные размеры станка, мм 1050х535х1200
- Масса станка, кг — 400
www.stanoktehpasport.ru
Тепловычислители ТВ7
Тепловычислители ТВ7• От одного до трёх тепловых вводов • Удобная настройка с компьютера • Нестираемый архив событий • Большое количество интерфейсов • Крепление на DIN-рейку • Питание от сетевого источника питания • Питание от встроенной батареи • Питание ультразвуковых расходомеров
| Количество подключаемых датчиков | Доп. имп.(1) вход |
Доп. вход T,oC |
|||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Тепловой ввод 1 | Тепловой ввод 2 | Тепловой ввод 3 | |||||||||
| Расход | Т, oC | Давление | Расход | Т, oC | Давление | Расход | Т, oC | Давление | |||
| ТВ7-01M | 3 | 3 | — | 1 | — | — | — | — | — | 1 | 1 |
| ТВ7-04.1M | 3 | 3 | 3 | 1 | — | — | — | — | — | 1 | 1 |
| ТВ7-03M | 3 | 3 | — | 3 | 3 | — | — | — | — | 1 | 2 |
| ТВ7-04M | 3 | 3 | 3 | 3 | 3 | 3 | — | — | — | 1 | 2 |
| ТВ7-05M | 3 | 3 | 3 | 2 | 2 | 2 | 2 | 2 | 2 | 1 | 1 |
- • Модель ТВ7-05М позволяет реализовать три тепловых ввода ;
- • Увеличение количества информационных входов -до 8 температур, 8 импульсных входов, 7 давлений ;
- • Автоматическая обработка ситуации реверса теплоносителя и контроля отсутствия теплоносителя ;
- • Наличие 4-х дополнительных двухпозиционных входов для контроля реверса и отсутствия теплоносителя ;
- • Опциональное подключение расходомеров «Питерфлоу» к тепловычислителю по цифровому каналу связи с возможностью передачи их диагностической информации в диспетчерскую систему .
- • Под монтажный отсек отведено все пространство нижней части ;
- • Расширенный (от 10 до 30В) диапазон напряжения внешнего питания ;
- • Возможность питания датчиков давления прямо от вычислителя или от внешних блоков питания ;
- • Конструкция корпуса позволяет не отсоединять клеммники от сигнальных линий, первичных датчиков и внешнего питания для отправки прибора в поверку ;
- • Легкая самостоятельная установка интерфейсов RS-485 и Ethernet .
• Интуитивно-понятный графический интерфейс • Подсветка интерфейса во всех режимах питания • Удобная настройка с компьютера • Большой объём для монтажа • Крепление на DIN-рейку • Питание от сетевого источника питания • Питание от встроенной батареи • Питание ультразвуковых расходомеров
| Количество подключаемых датчиков | Имп.* вход |
||||||
|---|---|---|---|---|---|---|---|
| Тепловой вход 1 | Тепловой вход 2 | ||||||
| Расход | Температура | Давление | Расход | Температура | Давление | ||
| ТВ7-01 | 3 | 2 | — | 1 | — | — | 1 |
| ТВ7-04.1 | 3 | 2 | 3 | 1 | — | — | 1 |
| ТВ7-03 | 3 | 3 | — | 3 | 3 | — | 1 |
| ТВ7-04 | 3 | 3 | 3 | 3 | 3 | 2 | 1 |
- • Большое количество схем теплоснабжения ;
- • Простая и удобная настройка ;
- • Глубокая диагностика и гибкая реакция на нештатные ситуации ;
- • Возможность питания ультразвуковых расходомеров от батареи прибора большой ёмкости ;
- • При использовании расходомеров Питерфлоу имеется возможность распознавать ситуации отключения питания и неисправности индивидуально по каждому расходомеру ;
- • Механическая пломба доступа к калибровкам ;
- • Опломбирование доступа к настройке тепловычислителя на конкретный узел учета ;
- • Индикация на экране номера версии программного обеспечения и контрольной суммы исполняемого кода ;
- • Ведение нестираемого архива событий: калибровок, изменений настроек .
Совершенная система защиты
- • Возможность снятия архивов с помощью обычной SD-карты ;
- • Приложение под Android® ;
- • Наличие пульта переноса данных USB-ППД для снятия архивов ;
- • Поддержка коммерческими системами диспетчеризации ;
- • Стандартный протокол MODBUS ;
- • ТВ7 Конфигуратор для настройки тепловычислителя с компьютера (ОС Windows) ;
- • Архиватор для скачивания архивов и формирования отчетов (ОС Windows) ;
- • ОРС сервер для интеграции со SCADA системами (ОС Windows) ;
- • Мобильное приложение ТТМ для считывания текущих, настроечных и архивных параметров (ОС Android) .
Бесплатное программное обеспечение
-
Зарядка встроенного Li-Ion аккумулятора производится по USB при подключении к компьютеру, заряда хватает на обслуживание 200 вычислителей. Устройство имеет звуковую и световую индикацию режимов связи и зарядки аккумулятора. Пульт воспринимается операционной системой компьютера как съемный флэш-диск, поэтому установки драйвера не требуется.
Технические характеристики
- • Объем флэш-памяти 4Гб, что соответствует объёму более 10.000 архивов ;
- • Время полного заряда встроенного Li-Ion аккумулятора около 5 часов ;
- • Разъёмы USB-A и USB-B для подключения к вычислителю и компьютеру ;
- • Масса устройства- не более 100 грамм. ;
- • Импорт данных из архивных файлов в базу данных компьютера выполняется стандартной программой «Архиватор». .
-
Подключение USB–ППД к вычислителю выполняется стандартным кабелем USB 2.0-A-B, при подключении пульта данные из вычислителя скачиваются автоматически.
- Диплом за обеспечение максимального уровня защищённости
- Свидетельство об утверждении типа ТВ7
- Сертификат о признании утверждения типа ТВ7 в республике Казахстан
- ТВ7. Декларация о соответствии EAC.
- Контакты
- +7 (812) 326-10-50
[email protected] - Сервис
- +7 (812) 326-10-50 (доб. 2142)
[email protected] - Техподдержка
- 8 (800) 333-10-34
[email protected]
- Расходомеры Питерфлоу РС
- Адаптеры USB-LIN
- Адаптеры RS232-LIN
- Адаптеры RS485-LIN
- Адаптеры Ethernet-LIN
- Модули присоединительные МП-РС
- Измерительные участки УИ
- Водосчётчики Питерфлоу СВ
- Адаптеры USB-485
- Программное обеспечение
- Архиватор
- Мобильное приложение ТТМ
- OPC-сервер
- ПО ТВ7 конфигуратор
- Учёт тепла
- Теплосчётчики Т34
- Тепловычислители ТВ7
- Пульт переноса данных USB–ППД
- Регистраторы АДИ
- Щиты учёта
- Типовые проекты УУТЭ
- Сервис-центры
- Документация и ПО
- Новости
- О компании
-


Тепловычислители ТВ7 до 3х тепловых вводов, измерение до 8 температур, 8 расходов, 7 давлений. Общедомовой учёт тепла в многоквартирных жилых домах и коттеджах. Низкая цена, высокая надёжность.
При использовании материалов сайта обязательна ссылка на http://termotronic.ruМы делаем мир точнее © ТЕРМОТРОНИК 2011-2019
termotronic.ru
ТВ-7. С индексом «Q» — Станки серии ТВ-х
Тумба. Сварена из профиля 20х40 (в основном). Вертикальные стойки — 40х40. Ну, и уголки 40 и 20 присутствуют. Лист 1,5 и 2.
Станина послужила своеобразным стапелем для сварки «столешницы»:
В «ноги» вварил гайки М20 для опор:
Опоры взял от предыдущего страдальца (после перемещения его в гараж на бетонный пол нужда в них отпала, сварил новые, со стальными «пятаками»):
Затем доварил всё остальное:
Пусть вас не смущает цвет — это после «преобразуйки». Металл был весь б/у, да ещё и долго лежавший (ржавый, короче говоря), пришлось обработать.
При сварке дал косячок. Понадеявшись на свой опыт сварки металлоконструкций, не стал прорисовывать тумбу. В итоге, одну стойку втюхал на 40 мм левее, чем надо. Обнаружил поздно, когда стойка была обварена. :vava: Срезать и переваривать было лень, ибо отразится этот косяк только при изготовлении полки в левый отсек. «Хитрую» придётся вырезать. Переживу. Покрасил:
Закрыл щитами (защитил, в буквальном смысле :buee: ) из-за своего собакена. Сильно ему не понравилось моё творчество — обоссывал тумбу с завидным постоянством. До обработки преобразуйкой и окраски смотрел на это сквозь пальцы. Но потом — фигвам, однако! 🙂
Продолжение следует…
www.chipmaker.ru
Станок токарно-винторезный ТВ-7М | ЗАО КомТех — малогабаритное станочное оборудование
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку в течение длительного срока эксплуатации.
Важная особенность станка ТВ-7М — экономичность и низкий уровень эксплуатационных расходов.
Технические характеристики:
| Наибольший диаметр заготовки, устанавливаемый: — над станиной, мм — над суппортом, мм | 220 100 |
| Наибольшая длина обрабатываемого изделия, мм | 275 |
| Наибольшая длина обрабатываемого изделия в патроне, мм | 250 |
| Диаметр сквозного отверстия в шпинделе, мм | 18 |
| Центр в шпинделе, Морзе | 3 |
| Значение шага обрабатываемых метрических резьб, мм | 0,8; 1.0; 1.25; 1.5; 2.0; 2,5 |
| Число ступеней частот вращения шпинделя | 6 |
| Пределы частот вращения шпинделя, мин-1 об/мин | 60/105/185/315/555/975 |
| Электродвигатель, кВт/В | 0,75/380 |
| Значение продольных рабочих подач суппорта, мм/об | 0,1 ÷ 0,32 |
| Перемещение на одно деление лимба, мм — продольное — поперечное | 0,25 0,025 |
| Центр пиноли в задней бабке Морзе | 2 |
| Значение продольных рабочих подач суппорта, мм | — 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 |
| Наибольшее сечение державки резца, мм ширина высота | 16 16 |
| Центр пиноли в задней бабки, Морзе | 2 |
| Габаритные размеры станка, мм, не более | 1144х585х735 |
| Масса станка, кг, не более | 210±5% |
komtech-stanki.ru
Школьные токарники. Характеристики, фотографии, инструкции — Станки серии ТВ-х
Станок ТВШ-2, один из первых школьных токарников. Как и его наследники, умеет резать три резьбы и имеет три подачи. Сверху — ранний, посмотрите на литую крышку передней бабки и обратите внимание на суппорт. Снизу — более поздний вариант, крышка штампованная, суппорт уже похож на суппорт ТВ-3 и прочих:
ТВ-3 (ТВШ-3), модернезированный ТВШ-2. Обратите внимание, такие рукоятки унаследует впоследствии ТВ-4. На картинке — ТВ-3:
ТВ-4, почти такой же, как его брат близнец (не однояйцовый) ТВ-6. Карболитовые ручки от ТВ-6 перейдут следующим моделям. Сверху — ТВ-4, снизу — ТВ-6:
ТВ-7 лишился двух рукояток на передней бабке — скорости переключаются переброской ремней. Начиная с этого станка, школьники получили еще три подачи и научились резать целых шесть резьб:
Братия ТВ-7М, ТВ-9, ТВ-11. Отличаются только длиной станины, и соответственно, РМЦ. Выпускаются без тумб, в настольном варианте. На картинке — ТВ-9:
Спасибо всем, у кого я скопировал фотки :hi:
www.chipmaker.ru